Tool Measure
When a tool measurement is called for during a tool change or with the Measure Tool macro, a tool setter touch-off routine is performed.
The spindle will move into position above the tool setter as defined in the Tool Setter Position section.
From there it will probe toward the tool setter at the Seek Feed rate up to a maximum travel distance of Seek Dist.
Upon contact with the tool setter, it will retract for Retract Dist.
At this time, it will make a second probe at the Set Feed rate until contact is again made with the tool setter.
The Z machine coordinate trigger position is stored and the offset is calculated and applied using G92.
Profile Section
This section defines the parameters used in the tool measurement routine. Tool measurement is a standard part of the ATC process.
Fields
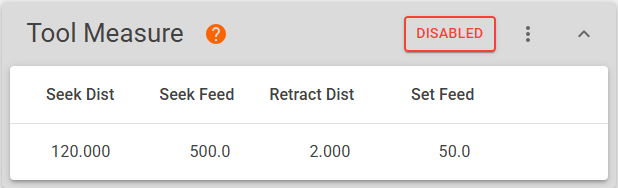
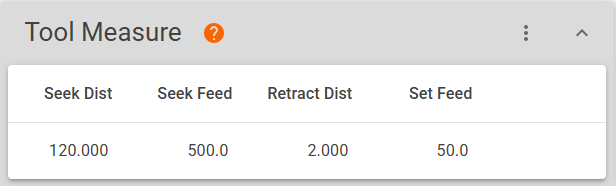
This section contains four editable fields: Seek Distance, Seek Feed, Retract Dist, and Set Feed,. Clicking on any of the fields will enable editing.
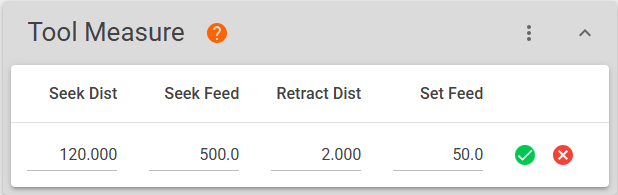
When you are satisfied, click  to save your changes or
to save your changes or  to discard.
to discard.
Seek Dist
The maximum distance that the spindle will travel when probing down toward the tool setter. This is recorded as an absolute (positive) distance in the configuration. However, the distance is applied in the negative direction along the Z axis when measuring the tool.
Seek Feed
Feed rate for the initial tool measurement probe toward the tool setter.
Retract Dist
The distance that the spindel will retract after making contact on the initial probe toward the tool setter.
Set Feed
Feed rate for the secondary tool measurement probe away from the tool setter.
Options
Disable
When disabled, tool measurement will not be performed during a tool change. This is useful when configuring and testing the tool change process.
Tool measurement is disabled by default when a profile is first created. First configure and test tool changes, then add tool measurement.