Macros
Profile Section
Generation
Macros
YAML FILE ADDITIONS
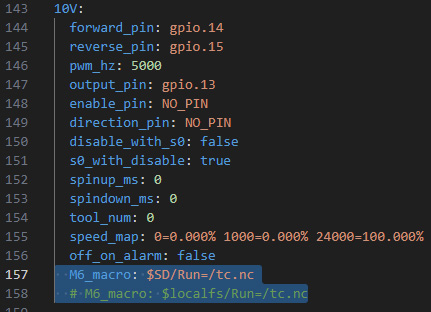
Spindle Section
The last line of the spindle section tells FluidNC where to find the TC.nc Macro that handles the tool changes.
The Macros can be stored either on the local FS or on an SD card. Only use one.
The example below shows it being stored on the SD card and the local FS is commented out.
If you have configured a spindle type other than ModbusVFD in your YAML, you must set the spinup_ms and spindown_ms to a value equal to or larger than the time it takes your spindle to reach the desidered speed.. ** ModbusVFD will wait for your spindle to reach the desired speed before continuing and does not require the delay. **
User IOs
The Dust Cover output and IR Sensor input must be assigned in the user outputs/inputs section as in the example below. Use the appropriate GPIOs for your board.
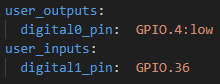
In the web UI the output in this example would be designated P0 and the input as P1
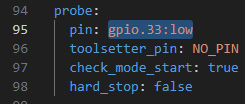
Tool Setter
The Tool Setter can be assigned to the probe pin or the tool setter pin.
After you initially power up your fluidnc board, you must tell fluidnc what tool is currently loaded by using M61Q<X> where x represents the tool number currently in the spindle. If no tool is loaded use tool number 0.